 ZONEDING
ZONEDING全站搜索
Search the entire website
整站搜索产品中心新闻中心
点击开始搜索
热门搜索
UltraForm-MXFlexiPoly-RNanoForm Z300EcoFab P200
Search the entire website
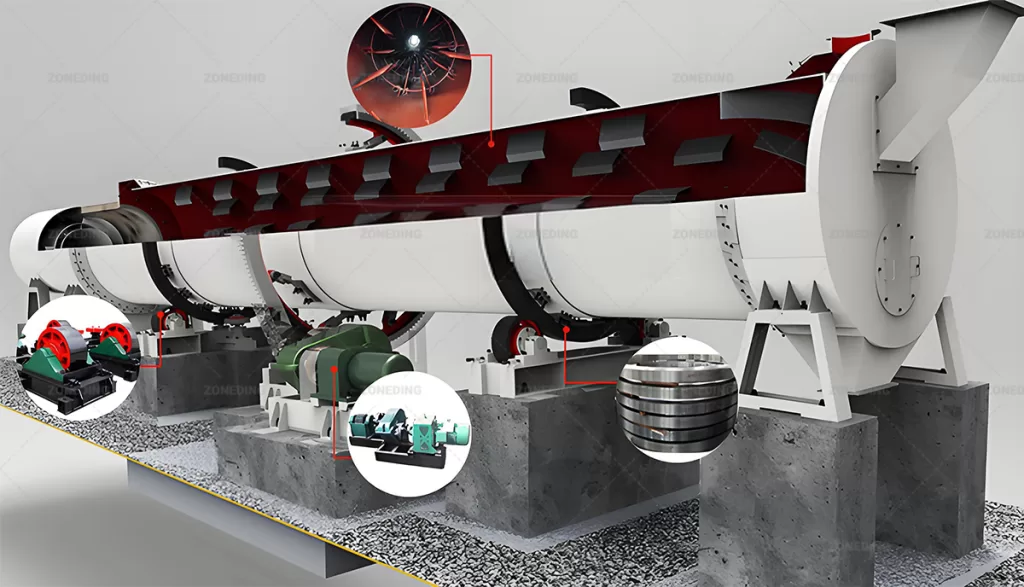
Aimed at the adsorptivity and other characteristics of bentonite, bentonite dryer is designed with large capacity. Zoneding bentonite drying technology adopts new grouped lifting blades equipment to improve the material filling rate and extend the stay time of wet bentonite in the cylinder. With improved production efficiency, Zoneding bentonite dryer machine is customized.
Drying sticky clays like bentonite and kaolin is tough. Using the wrong equipment leads to blockages and inefficiency. Selecting the proper dryer designed for these materials is crucial.
The best solution is usually a rotary dryer specifically modified for clay. These dryers incorporate special internal designs and operational strategies to handle stickiness and fine dust effectively, ensuring efficient drying without product degradation.


Dealing with bentonite and kaolin presents unique hurdles compared to other minerals. Understanding these challenges is the first step toward finding the right drying solution.
Drying clay seems simple, but it is not easy. Stickiness clogs machines easily. Fine dust creates pollution problems.


| Challenge | Description | Consequence |
|---|---|---|
| High Stickiness | Wet clay adheres strongly to surfaces. | Dryer blockages, reduced efficiency, cleaning downtime. |
| Fine Dust | Dried material is very fine and light. | High dust load, difficult collection, product loss, pollution. |
| Bound Water | Contains water tightly held within structure. | Requires sufficient temperature and time, not just airflow. |
| Heat Sensitivity | Properties (e.g., bentonite swelling) damaged by overheating . | Product quality degradation, loss of value. |
| Abrasiveness | May contain abrasive impurities like quartz. | Wear on dryer internals and handling equipment. |
| Variable Feed | Moisture content and consistency can fluctuate. | Requires robust process control. |
Many dryer types exist in the market. Choosing the wrong one leads to inefficiency and poor results. A specific type usually performs much better for challenging materials like clay.
Specially designed direct-heat rotary dryers are generally the most suitable and widely used option. Their robustness, ability to handle lumpy/sticky feed (with modifications), and capacity make them ideal, though not strictly the only possibility.
At ZONEDING MACHINE, rotary dryers offer the best balance of features for bentonite and kaolin. The rotary dryer can handle large throughputs common in mining and aggregate operations. Its design is inherently robust and can tolerate variations in feed consistency better than some other types. With the right internal modifications,the rotary dryer can manage the stickiness effectively.
Rotary dryers can also be designed for different heating methods. Direct heating, where hot gases mix with the material, is common and energy-efficient. Indirect heating, where heat transfers through the drum shell or internal tubes, can be used for high-purity products but is less efficient and more expensive.
Other dryer types exist, but often face limitations with clays. Fluidized bed dryers struggle with the sticky nature and wide particle size distribution of raw clay feed. Flash dryers require the material to be well-dispersed and are better suited for materials that dry very quickly, which isn’t always the case for removing bound water in clays. Therefore, the rotary dryer remains the primary choice for most bentonite and kaolin drying applications due to its versatility and proven performance.
| Dryer Type | Suitability for Clay | Key Advantages | Key Disadvantages |
|---|---|---|---|
| Rotary Dryer | High (with modifications) | Robust, high capacity, handles feed variations | Requires anti-sticking design, large footprint |
| Fluidized Bed | Low to Medium (needs pre-treatment) | Good heat transfer, good mixing | Difficult with sticky/lumpy feed, dust control needed |
| Flash Dryer | Low (usually needs pre-dispersion) | Fast drying, small footprint | Feed must be fine/dispersed, short residence time |
| Indirect Rotary | Medium (for high purity) | No product contamination from flue gas | Lower efficiency, higher cost, potential scaling |
Ideal dryers need features like specially shaped anti-sticking lifting flights, sometimes combined with chain scrapers or knockers. Modifications at the feed inlet and effective pre-treatment like back-mixing are also critical.
Preventing material buildup is paramount when drying sticky clays.
| Feature | Description | Purpose |
|---|---|---|
| Special Lifting Flights | Non-parallel sides, specific angles, combinations (e.g., angle + channel). | Reduce surface area for sticking, promote shedding. |
| Chain Curtains/Scrapers | Chains hanging/dragging inside the drum, especially near feed end. | Break lumps, scrape shell and lifter surfaces. |
| Drum Knockers | External hammers periodically striking the dryer shell. | Vibrate shell to dislodge buildup. |
| Optimized Feed Chute | Smooth, steep design for material entry. | Prevent initial buildup at the inlet. |
| Feed Pre-treatment | Mixing wet feed with dry recycle before entering dryer. | Dramatically reduce overall feed stickiness. |
| Material Selection | Wear-resistant liners or flights in high-wear areas. | Resist abrasion from impurities like quartz. |
Precise control requires managing heat input, airflow rate, and material retention time. Using reliable online moisture sensors for feedback and feedforward control is key to maintaining target moisture and preventing overheating
Achieving the target final moisture content consistently, while preserving the clay’s inherent properties, is a delicate balancing act. We need to supply enough energy to evaporate the water, including the stubborn bound water, but not so much heat or for so long that we damage the material structure, especially with sensitive clays like sodium bentonite. The key control variables are the temperature of the hot gas entering the dryer, the volume of airflow carrying the heat and moisture away, and the time the material spends inside the dryer (retention time), which is mainly controlled by the drum’s rotation speed and slope.
Modern systems, like those ZONEDING can provide, utilize sophisticated controls. Instead of just setting a fixed temperature, implement temperature profiles, perhaps higher at the feed end and lower towards the discharge. Crucially, installing reliable online moisture sensors (e.g., near-infrared or microwave types) at the dryer outlet allows for real-time monitoring. This data can be fed back to the control system (PLC) to automatically adjust the burner output (heat) or even the feed rate (retention time) to maintain the final moisture within a very narrow target range, compensating for variations in the incoming feed moisture. This level of automation is vital for consistent quality and preventing detrimental over-drying.
| Parameter | Control Method | Impact on Drying | Key Consideration |
|---|---|---|---|
| Hot Gas Temperature | Burner output adjustment. | Primary driver for evaporation rate. | Avoid overheating, especially discharge end. |
| Airflow Rate | Fan speed control (VFD). | Carries heat in, moisture out; affects gas velocity. | Balance heat supply and dust entrainment. |
| Retention Time | Drum rotation speed, drum slope, dam rings. | Duration material is exposed to heat. | Ensure sufficient time for bound water removal. |
| Feed Rate | Feeder speed adjustment. | Amount of material entering the dryer per unit time. | Must match dryer’s evaporative capacity. |
| Feedback Control | Outlet moisture sensor linked to PLC. | Automatic adjustments to maintain target moisture. | Sensor accuracy and reliability. |
Practical ways include ensuring good insulation and seals, optimizing airflow and temperature settings, using efficient burners, potentially recovering waste heat from exhaust gases, and managing feed moisture effectively before drying.


| Technique | Description | Benefit |
|---|---|---|
| Insulation | Thick layer on dryer shell and ductwork. | Reduces heat loss to atmosphere. |
| Effective Seals | High-quality seals at feed and discharge ends. | Prevents cold air in-leakage, hot gas escape. |
| Parameter Optimization | Balancing temperature, airflow, retention time. | Avoids excessive energy use per unit water. |
| Efficient Combustion | Proper air/fuel ratio, modern burner design. | Maximizes heat release from fuel. |
| Waste Heat Recovery | Using exhaust gas heat to preheat air or feed. | Reduces primary fuel consumption. |
| Feed Moisture Management | Reducing water content before thermal drying (if possible). | Less water to evaporate = less energy needed. |
| VFDs on Motors | Variable speed control for fans and drum drive. | Matches energy use to process demand precisely. |
| Optimized Back-Mixing | Using the minimum effective recycle ratio. | Reduces unnecessary load on the dryer. |
High-efficiency fabric filters (baghouses), often pulse-jet cleaned, are typically required. Filter media selection, air-to-cloth ratio, and cleaning cycle parameters are critical for handling fine, potentially sticky clay dust effectively.


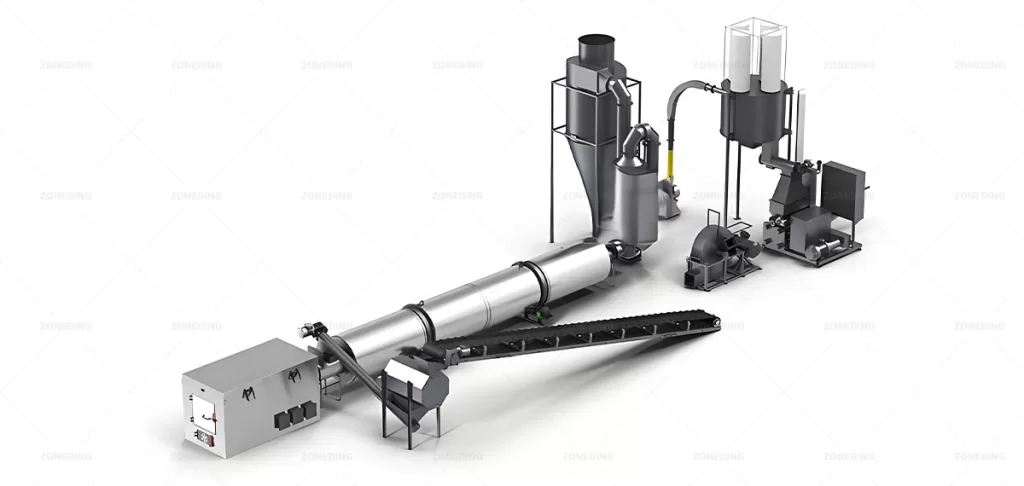
Managing the fine, light dust produced when drying bentonite and kaolin is a major challenge. Standard cyclone separators alone are often insufficient because they struggle to capture very small particles (<10-20 microns). While cyclones can be used as pre-collectors to remove coarser particles and reduce the load on the final filter, a high-efficiency secondary collector is almost always necessary. Fabric filters, commonly known as baghouses, are the standard solution. Pulse-jet baghouses are widely used, employing blasts of compressed air to clean the filter bags.
However, simply choosing a baghouse isn’t enough. The details are critical for clay dust. The filter media (bags) must be chosen carefully. Materials like PTFE membrane laminated onto a base fabric offer excellent efficiency and good dust cake release, which is important for potentially sticky dust. Anti-static properties may be needed if static electricity is an issue . The air-to-cloth ratio (the volume of air passing through a unit area of filter media) must be conservative (low) to prevent dust from becoming embedded in the filter material (‘blinding’ or ‘plugging’). The intensity and frequency of the cleaning pulses also need careful adjustment to effectively remove the dust cake without causing excessive wear or allowing dust to pass through during the cleaning cycle (‘re-entrainment’).
| Parameter / Component | Importance for Clay Dust | Key Considerations |
|---|---|---|
| Collector Type | High efficiency needed for fine particles. | Baghouse usually required; cyclone often used as pre-collector. |
| Filter Media (Bags) | Needs high efficiency and good dust release. | PTFE membrane, possibly anti-static treatment, appropriate temperature rating. |
| Air-to-Cloth Ratio | Affects filter velocity, pressure drop, blinding potential. | Must be conservative (low) for fine/light dust. |
| Cleaning System | Must effectively remove dust cake without damaging bags or causing leaks. | Pulse-jet parameters (pressure, duration, frequency) need optimization. |
| Dust Discharge | Collected dust must be removed reliably. | Rotary valves, screw conveyors sized for expected load. |
| System Design | Ductwork velocity, potential for condensation or buildup. | Maintain adequate transport velocity; insulation if condensation risk. |
| Explosion Protection | Generally low risk for pure clay, but consider if organic materials present. | Assess risk; implement venting or suppression if needed. |
The most important parameters are the required processing capacity (throughput), the initial and target final moisture contents, material characteristics (stickiness, particle size, abrasiveness), available fuel type, and environmental emission limits.
| Spec./m (Dia.×Length) | Shell Cubage (m³) | Capacity (t/h) | Installation Obliquity(%) | Highest Inlet Air Temperature(℃) | Main Motor (kw) | Weight (t) |
| Φ1.2×8.0 | 9.0 | 1.9~2.4 | 3~5 | 700~800 | 7.5 | 9 |
| Φ1.2×10 | 11.3 | 2.4~3.0 | 3~5 | 700~800 | 7.5 | 11 |
| Φ1.5×12 | 21.2 | 4.5~5.7 | 3~5 | 700~800 | 15 | 18.5 |
| Φ1.5×14 | 24.7 | 5.3~6.6 | 3~5 | 700~800 | 15 | 19.7 |
| Φ1.5×15 | 26.5 | 5.7~7.1 | 3~5 | 700~800 | 15 | 20.5 |
| Φ1.8×12 | 30.5 | 6.5~8.1 | 3~5 | 700~800 | 18.5 | 21.5 |
| Φ1.8×14 | 35.6 | 7.6~9.5 | 3~5 | 700~800 | 18.5 | 23 |
| Φ2.2×12 | 45.6 | 9.7~12.2 | 3~5 | 700~800 | 22 | 33.5 |
| Φ2.2×14 | 53.2 | 11.4~14.2 | 3~5 | 700~800 | 22 | 36 |
| Φ2.2×16 | 60.8 | 13.0~16.2 | 3~5 | 700~800 | 22 | 38 |
| Φ2.4×14 | 63.3 | 13.5~16.9 | 3~5 | 700~800 | 37 | 45 |
| Φ2.4×18 | 81.4 | 17.4~21.7 | 3~5 | 700~800 | 37 | 49 |
| Φ2.4×20 | 90.4 | 19.3~24.1 | 3~5 | 700~800 | 45 | 54 |
| Φ2.4×22 | 99.5 | 21.2~26.5 | 3~5 | 700~800 | 45 | 58 |
| Φ2.6×24 | 127.4 | 27.2~34.0 | 3~5 | 700~800 | 55 | 73 |
| Φ3.0×20 | 141.3 | 30.1~37.7 | 3~5 | 700~800 | 75 | 85 |
| Φ3.0×25 | 176.6 | 37.7~47.1 | 3~5 | 700~800 | 75 | 95 |
| Φ3.2×25 | 201 | 42.9~53.6 | 3~5 | 700~800 | 90 | 110 |
| Φ3.6×28 | 285 | 60.8~76.0 | 3~5 | 700~800 | 160 | 135 |
several key pieces of information are essential for designing the right machine.
| Parameter | Why It’s Important | Information Needed |
|---|---|---|
| Capacity (Throughput) | Determines the physical size (diameter, length) of the dryer. | Tons per hour (specify wet feed or dry product basis). |
| Moisture Content | Dictates the amount of water to be evaporated, impacting energy needs and size. | Initial % (average and max), Target final % (precise value). |
| Material Characteristics | Influences internal design (flights, anti-sticking), materials, dust collection. | Stickiness index, particle size (feed/product), abrasiveness (e.g., SiO₂ %). |
| Temperature Sensitivity | Prevents product degradation. | Maximum allowable product temperature. |
| Fuel Type & Availability | Affects burner selection, operating cost, potential emissions. | Type (gas, oil, coal, etc.), cost, supply reliability. |
| Emission Limits | Determines requirements for dust collection and possibly flue gas treatment. | Local regulations for particulate matter (mg/Nm³), NOx, SOx etc. |
| Site Conditions | Space availability, altitude, ambient temperature/humidity. | Layout constraints, impact on fan sizing and drying efficiency. |
Major long-term costs include fuel consumption, electricity usage, regular maintenance (including wear parts like seals and flights, and cleaning labor), spare parts inventory, and potential production losses due to downtime.


Investing in a dedicated dryer for bentonite or kaolin involves ongoing expenses beyond the initial capital investment. Understanding these operating costs (OpEx) is crucial for accurate financial planning.
| Cost Category | Components | Factors Influencing Cost |
|---|---|---|
| Energy | Fuel (gas, oil, coal, etc.), Electricity (motors, fans). | Dryer efficiency, fuel price, electricity tariff, operating hours. |
| Maintenance | Lubricants, Wear parts (seals, flights, liners, bearings), Cleaning labor. | Dryer design robustness, material abrasiveness, operating conditions. |
| Labor | Operator supervision, Routine checks, Cleaning (if frequent). | Level of automation, dryer design (ease of cleaning), feed preparation. |
| Spare Parts | Inventory holding costs for critical components (seals, bearings, drive parts). | Manufacturer support, component lead times, criticality of operation. |
| Downtime | Lost production revenue during planned and unplanned stops. | Dryer reliability, maintenance planning, effectiveness of anti-sticking design. |
| Consumables | Filter bags for dust collector. | Dust load, cleaning frequency, bag material quality. |
| Compliance | Emission monitoring, reporting. | Local environmental regulations. |
Evaluate potential manufacturers based on their specific, proven experience with bentonite and kaolin, their engineering and customization capabilities, manufacturing quality, technical support, customer references, overall value, and reliable after-sales service.


When searching for a bentonite or kaolin dryer supplier, it’s important to look beyond just the price tag. You need a partner with the right expertise. Ask potential manufacturers, including ZONEDING MACHINE, for specific examples and case studies of dryers they have successfully supplied for similar clay materials.
| Evaluation Criterion | ZONEDING Strength |
|---|---|
| Clay-Specific Experience | Extensive experience since 2004 in mineral processing equipment. |
| Engineering Capability | Strong in-house engineering team, focus on customization. |
| Manufacturing Quality | Advanced manufacturing facility, factory direct sales ensure quality control. |
| Technical Support | Full-service support provider (design, build, install, train, maintain). |
| Technology Offered | Offers specialized designs, modern control options. |
| After-Sales Service | Global presence (120+ countries), established service network. |
| Price & Value | Factory direct pricing offers competitive value. |
| Company Stability | Established in 2004, significant production capacity and global reach. |



